

In the foundry industry, achieving top-quality casting cores is critical for reliable performance. Core shooting, a process that injects sand into a Mold cavity to create cores, depends heavily on the equipment’s design and careful management of its components. To streamline this process, let’s explore key elements and processes to ensure optimal functionality and core quality.
Key components of a core shooter
1.Blow Chamber: The blow chamber must be smooth, clean, and undamaged. Any crusted or clogged areas disrupt sand flow, causing cycle delays and nozzles to clog. Maintaining optimal blow chamber function ensures smooth sand flow, reduces downtime, and avoids casting defects.
2.Blow Head: Regular cleaning of the blow head (after every shift) prevents contamination and ensures consistent sand flow. An obstructed blow head can lead to reduced core quality and production inefficiency.
3.Shooting Filter and Exhaust: Sand exhausts quickly become dirty, affecting cycle times and core quality. Frequent inspections and timely cleaning are necessary to maintain operational efficiency.
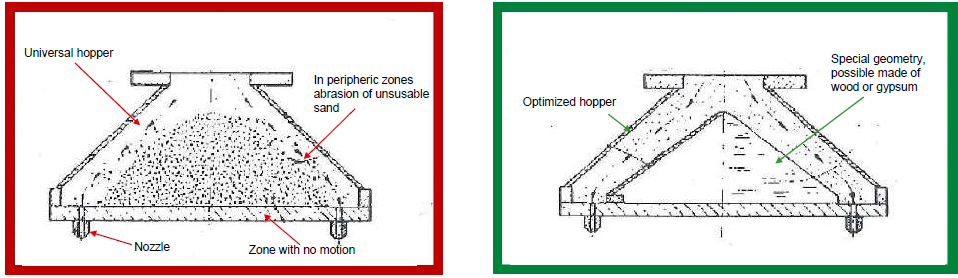
4.Hopper: For consistent output, clean the hopper during shift changes and verify that the hopper volume matches the shooting head’s capacity. Misalignment can lead to sand hardening or excess pressure, causing defects.
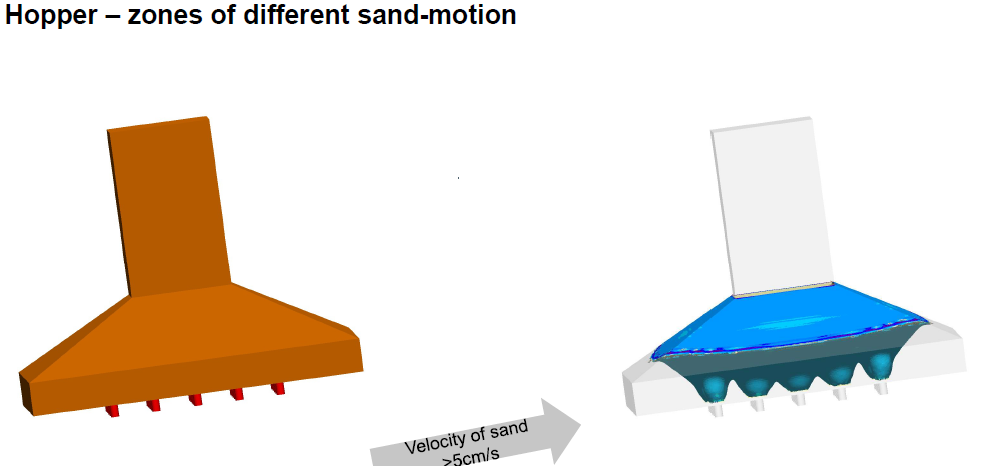
Hopper Advantages:
-
- Ensures good sand flow and guidance.
-
- Lowers shoot pressure for better core compaction.
-
- Reduces hardening of sand in dead zones.
Hopper Disadvantages:
-
- Sand can harden in dead zones.
Sand quality may degrade due to abrasion.
Core shooting processes
Core shooting is essential for casting parts with intricate shapes and hollows, such as engine blocks and pipes. It provides precision in core creation, which results in high-quality parts with minimal waste.
Shooting Parameters:
-
- Optimum shooting pressure is typically 3-4 bar.
-
- Minimized dwell time of sand in the machine preserves sand quality and enhances core compaction.
-
- Proper venting and nozzle placement are essential to avoid defects.
Parting Agents
-
- Applying a release agent correctly minimizes sticking and maximizes production efficiency. Automated application systems are ideal, but regular monitoring is essential to maintain high productivity and core quality.
Gassing process
Gassing ensures that sand cores harden correctly.
To optimise:
-
- Use the right amount of amine and maintain the correct gassing temperature.
-
- Avoid long supply lines or mismatched cross-sections in supply lines.
-
- Regularly inspect the gassing device and maintain the gassing temperature above the amine’s boiling point to prevent condensation and defects.
Gassing Variables:
-
- Proper tuning of gassing pressure and vent nozzle placement is crucial for consistency.
-
- Gassing pressure should always be lower than shooting pressure for optimal core quality.
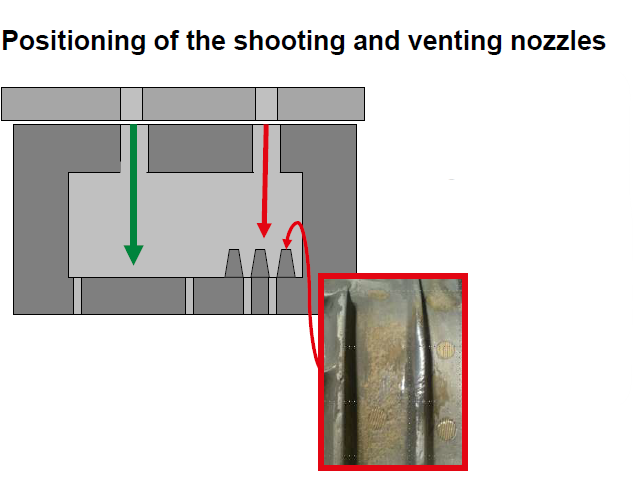
Strategic Placement of Shooting and Venting Nozzles
To avoid defects, it’s crucial to:
-
- Position nozzles outside of contour areas to prevent build-up that can clog vents.
-
- Place vents strategically to avoid rapid clogging, which may lead to porous cores that can result in metal penetration during casting.
Seals and Gaskets
Seals prevent air and amine leakage from the parting line of the die, shortening curing time and reducing amine consumption. Experimenting with gasket types and placement can help achieve a perfect seal without compromising Mould filling.
Conclusion
For high-performance casting, understanding and optimising each component and process of core shooting is essential. From sand funnels and hoppers to vent nozzles and gassing parameters, small adjustments can make a big difference in core quality, productivity, and overall foundry efficiency.

